

иЎҢдёҡеә”з”Ё
- 2012-11-14 16:43:16
-
- иҮӘеҠЁеҢ–жҺ§еҲ¶зі»з»ҹи®ҫи®Ў
дёәдәҶдҝқиҜҒз”ҹдә§иҝҮзЁӢзҡ„е®үе…ЁеҸҜйқ е’Ңз”ҹдә§зҡ„иҝһз»ӯжҖ§пјҢжҸҗй«ҳиҮӘеҠЁеҢ–ж°ҙе№іпјҢ并йҖӮеә”ж•ҙдёӘе·ҘиүәйңҖиҰҒпјҢжҲ‘们йҮҮз”Ёд»ҘиҘҝй—Ёеӯҗе…¬еҸёs7-300зі»еҲ—еҸҜзј–зЁӢжҺ§еҲ¶еҷЁPLCдёәдё»зҡ„йӣҶдёӯе’ҢеҲҶж•Јзӣёз»“еҗҲзҡ„иҮӘеҠЁеҢ–жҺ§еҲ¶зі»з»ҹпјҢе®һзҺ°еҜ№е…ЁеҺӮе·ҘиүәеҸӮж•°гҖҒз”өж°”еҸӮж•°е’Ңи®ҫеӨҮиҝҗиЎҢзҠ¶жҖҒиҝӣиЎҢзӣ‘жөӢгҖҒжҺ§еҲ¶гҖҒиҝһй”Ғе’ҢжҠҘиӯҰд»ҘеҸҠжҠҘиЎЁжү“еҚ°пјҢйҖҡиҝҮдҪҝз”ЁеңЁдё»з«ҷе’ҢиҝңзЁӢз«ҷй—ҙзҡ„дёҖзі»еҲ—йҖҡи®Ҝй“ҫпјҢе®ҢжҲҗж•ҙдёӘе·ҘиүәжөҒзЁӢжүҖеҝ…йңҖзҡ„ж•°жҚ®йҮҮйӣҶпјҢж•°жҚ®йҖҡи®ҜпјҢйЎәеәҸжҺ§еҲ¶пјҢж—¶й—ҙжҺ§еҲ¶пјҢеӣһи·Ҝи°ғиҠӮеҸҠдёҠдҪҚзӣ‘и§Ҷе’Ңз®ЎзҗҶдҪңз”ЁгҖӮеңЁж»Ўи¶іе·ҘиүәжөҒзЁӢзҡ„иҰҒжұӮд№ӢеӨ–пјҢиҝҳиғҪе®һзҺ°е®үе…Ёз”ҹдә§пјҢжҸҗй«ҳз”ҹдә§з®ЎзҗҶж°ҙе№ігҖӮ
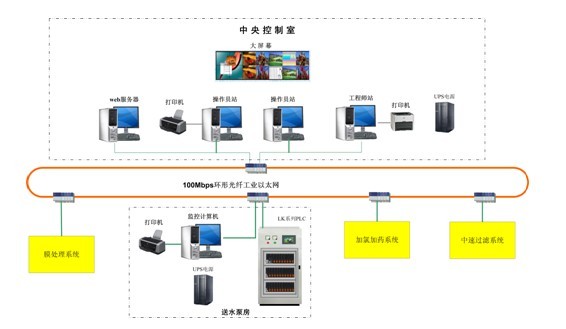
ж•ҙдёӘзі»з»ҹи®ҫ1дёӘдёӯеӨ®жҺ§еҲ¶е®ӨгҖҒ4дёӘзҺ°еңәPLCжҺ§еҲ¶з«ҷз»„жҲҗгҖӮзҺ°еңәPLCжҺ§еҲ¶з«ҷпјҢз”ұеҸҜзј–зЁӢеәҸжҺ§еҲ¶еҷЁпјҲPLCпјүзі»з»ҹеҸҠжЈҖжөӢд»ӘиЎЁз»„жҲҗпјҢеҜ№еҗ„е·ҘиүәиҝҮзЁӢиҝӣиЎҢеҲҶж•ЈжҺ§еҲ¶пјӣеҶҚз”ұдёӯеӨ®жҺ§еҲ¶е®ӨпјҲCCRпјүпјҢеҜ№е…ЁеҺӮе®һиЎҢйӣҶдёӯз®ЎзҗҶгҖӮдёӯеӨ®жҺ§еҲ¶е®ӨгҖҒPLCжҺ§еҲ¶з«ҷд№Ӣй—ҙзҡ„ж•°жҚ®йҖҡи®ҜйҮҮз”Ёй«ҳйҖҹзҡ„гҖҒе®һж—¶зҡ„е·Ҙдёҡд»ҘеӨӘзҪ‘пјҢзҪ‘з»ңз»“жһ„дёәзҺҜеҪўпјҢйҖҡи®ҜйҖҹзҺҮдёә100MbpsпјҢдј иҫ“д»ӢиҙЁдёәе…үзәӨгҖӮ
зі»з»ҹж•ҙдҪ“жҖ§иғҪе…·жңүеҰӮдёӢзү№зӮ№пјҡ
- е…ҲиҝӣжҖ§
жң¬ж–№жЎҲи®ҫи®ЎдёӯдёҚд»…йҮҮз”ЁдәҶзӣ®еүҚдё–з•ҢдёҠжңҖе…Ҳиҝӣзҡ„дё»жөҒдә§е“ҒпјҢиҖҢдё”зқҖзңјдәҺдјҒдёҡ“з®ЎжҺ§дёҖдҪ“еҢ–”зҡ„йңҖжұӮпјҢиҙҜеҪ»дәҶж•°еӯ—еҢ–гҖҒдҝЎжҒҜеҢ–зҺҜдҝқзҡ„е…ҲиҝӣжҖқжғіпјҢдҪҝдјҒдёҡз”ҹдә§ж•°жҚ®зҡ„иҝӣдёҖжӯҘжҷәиғҪеә”з”ЁжҲҗдёәзҺ°е®һгҖӮиҜҘж–№жЎҲдҪҝжҺ§еҲ¶зі»з»ҹжңүжңәең°жҲҗдёәдјҒдёҡж•ҙдёӘITжһ¶жһ„зҡ„дёҖйғЁеҲҶгҖӮ
жң¬зі»з»ҹйҮҮз”Ёе…Ҳиҝӣзҡ„и®Ўз®—жңәжҺ§еҲ¶зі»з»ҹпјҢдё»иҰҒз”ЁдәҺз”ҹдә§жҺ§еҲ¶гҖҒиҝҗиЎҢж“ҚдҪңгҖҒзӣ‘и§Ҷз®ЎзҗҶгҖӮжҺ§еҲ¶зі»з»ҹй…ҚжңүеҸҜйқ зҡ„硬件и®ҫеӨҮпјҢе’ҢеҠҹиғҪејәеӨ§пјҢиҝҗиЎҢеҸҜйқ пјҢз•ҢйқўеҸӢеҘҪзҡ„зі»з»ҹиҪҜ件гҖҒзј–зЁӢиҪҜ件е’ҢжҺ§еҲ¶иҪҜ件гҖӮ
- й«ҳеҸҜйқ жҖ§
- жҺ§еҲ¶зі»з»ҹеңЁдёҘж јзҡ„е·ҘдёҡзҺҜеўғдёӢй•ҝжңҹгҖҒзЁіе®ҡең°иҝҗиЎҢгҖӮзі»з»ҹ组件зҡ„зҡ„и®ҫи®Ўз¬ҰеҗҲзңҹжӯЈзҡ„е·Ҙдёҡзӯүзә§пјҢж»Ўи¶іеӣҪеҶ…гҖҒеӣҪйҷ…зҡ„е®үе…Ёж ҮеҮҶгҖӮ并且жҳ“й…ҚзҪ®гҖҒжҳ“жҺҘзәҝгҖҒжҳ“з»ҙжҠӨгҖҒйҡ”зҰ»жҖ§еҘҪпјҢз»“жһ„еқҡеӣәпјҢжҠ—и…җиҡҖпјҢйҖӮеә”иҫғе®Ҫзҡ„жё©еәҰеҸҳеҢ–иҢғеӣҙгҖӮ
- зі»з»ҹе…·еӨҮиүҜеҘҪзҡ„з”өзЈҒе…је®№жҖ§пјҢиғҪеӨҹжүҝеҸ—е·ҘдёҡзҺҜеўғзҡ„дёҘж јиҰҒжұӮпјҢе№іеқҮж— ж•…йҡңй—ҙйҡ”ж—¶й—ҙпјҲMTBFпјү1×105е°Ҹж—¶гҖӮ
- йҮҮз”Ёе®һж—¶е…үзәӨе·Ҙдёҡд»ҘеӨӘзҪ‘пјҢйҖҡи®Ҝжіўзү№зҺҮдёә100MbpsпјҢйҖҡи®Ҝи·қзҰ»≤2KMпјҲдёҚеҠ дёӯ继еҷЁпјүпјҢеңЁеҮәзҺ°ж•…йҡңж—¶пјҢеңЁзәҝеўһеҠ жҲ–еҲ йҷӨд»»ж„ҸдёҖдёӘиҠӮзӮ№пјҢйғҪдёҚдјҡеҪұе“ҚеҲ°е…¶д»–и®ҫеӨҮзҡ„иҝҗиЎҢе’ҢйҖҡи®ҜгҖӮ
- зҺ°еңәжҺ§еҲ¶з«ҷPLCеҜ№е·ҘиүәиҝҮзЁӢзҡ„жҺ§еҲ¶дёҚдјҡеӣ зӣ‘жҺ§и®Ўз®—жңәзҡ„зҳ«з—ӘиҖҢеҸ—еҪұе“ҚгҖӮ
- е…үзәӨе·Ҙдёҡд»ҘеӨӘзҪ‘зҡ„ж•°жҚ®дј иҫ“дёҚеҸ—з”өзЈҒе№Іжү°зҡ„еҪұе“ҚгҖӮ
- ејәеӨ§зҡ„еҠҹиғҪ
- PLCзҡ„зј–зЁӢиҜӯиЁҖз¬ҰеҗҲIEC61131-3ж ҮеҮҶпјҢжҳ“еӯҰгҖҒжҳ“жҮӮгҖҒжҳ“з”ЁгҖӮ
- CPUеҶ…зҪ®иҪҜPIDпјҢ并жҸҗдҫӣдәҶдё°еҜҢзҡ„жҢҮд»ӨйӣҶеҸҠеҮҪж•°еә“пјҢз”ЁжҲ·зӣҙжҺҘи°ғз”ЁгҖӮ
- й«ҳйҖҹе·Ҙдёҡд»ҘеӨӘзҪ‘дҪңдёәзі»з»ҹзҡ„йӘЁе№ІзҪ‘з»ңпјҢе®һзҺ°й«ҳйҖҹж•°жҚ®дј иҫ“гҖҒй«ҳеәҰж•°жҚ®е…ұдә«гҖӮ
- з»„жҖҒиҪҜ件еӣҫеә“дё°еҜҢпјҢзҪ‘з»ңеҠҹиғҪејәеӨ§пјҢжҠҘиӯҰгҖҒжҠҘиЎЁгҖҒеҺҶеҸІж•°жҚ®д»ҘеҸҠдәҢж¬ЎејҖеҸ‘еҠҹиғҪе®Ңе–„иҖҢжҳ“з”ЁгҖӮ
- ж•…йҡңиҜҠж–ӯ
- жңүдёҖеҘ—е®Ңж•ҙзҡ„иҮӘиҜҠеҠҹиғҪпјҢеҸҜд»ҘеңЁиҝҗиЎҢдёӯиҮӘеҠЁең°иҜҠж–ӯеҮәзі»з»ҹзҡ„д»»дҪ•дёҖдёӘйғЁд»¶жҳҜеҗҰеҮәзҺ°ж•…йҡңпјҢ并且еңЁзӣ‘жҺ§иҪҜ件дёӯеҸҠж—¶гҖҒеҮҶзЎ®ең°еҸҚжҳ еҮәж•…йҡңзҠ¶жҖҒгҖҒж•…йҡңж—¶й—ҙгҖҒж•…йҡңең°зӮ№гҖҒеҸҠзӣёе…ідҝЎжҒҜгҖӮеңЁзі»з»ҹеҸ‘з”ҹж•…йҡңеҗҺпјҢI/Oзҡ„зҠ¶жҖҒиҝ”еӣһеҲ°зі»з»ҹж №жҚ®е·ҘиүәиҰҒжұӮйў„и®ҫзҪ®зҡ„зҠ¶жҖҒдёҠгҖӮ
- жү©еұ•жҖ§е’Ңе…је®№жҖ§
- TCP/IPеҚҸи®®жҳҜзӣ®еүҚејҖж”ҫжҖ§жңҖеҘҪзҡ„еҚҸи®®пјҢеҸҜд»ҘиҪ»жқҫиҝӣиЎҢзі»з»ҹжү©еұ•гҖӮ
- зӣ‘жҺ§зі»з»ҹзҡ„ж•°жҚ®еә“з»“жһ„еә”дёәйқўеҗ‘еҜ№иұЎзҡ„пјҢе®һж—¶ејҸпјҢе…ізі»еһӢж•°жҚ®еә“гҖӮзі»з»ҹеҜ№ж•°жҚ®еҸҳеҢ–е“Қеә”еҸҜиҫҫеҲ°1жҜ«з§’гҖӮж“ҚдҪңзі»з»ҹе’Ңзӣ‘жҺ§иҪҜ件具жңүеҶ—дҪҷе’Ңе®№й”ҷеҸҠзҒҫйҡҫжҖ§жҒўеӨҚзӯүеҠҹиғҪгҖӮ
- з»„жҖҒиҪҜ件ж”ҜжҢҒDDEгҖҒOPCгҖҒODBCгҖҒSQLпјҢдё”жҸҗдҫӣдё°еҜҢзҡ„APIзј–зЁӢжҺҘеҸЈпјҢеҗҢж—¶д№ҹдёәдё–з•Ңеҗ„еӨ§PLCеҺӮе•ҶпјҢеҰӮModiconгҖҒSiemensгҖҒABгҖҒGEгҖҒOmronзӯүзҡ„и®ҫеӨҮжҸҗдҫӣдәҶе®Ңе–„зҡ„й©ұеҠЁзЁӢеәҸеә“пјҢд»ҺиҖҢеҸҜд»Ҙе°Ҷе…¶е®ғзі»з»ҹиҪ»жқҫжҺҘе…Ҙжң¬зі»з»ҹгҖӮ
жғідәҶи§ЈжӣҙеӨҡиҮӘжҺ§ж–№жЎҲеҸҠжҠҖжңҜе’ЁиҜўпјҢж¬ўиҝҺиҮҙз”ө010-82617645и°ўи°ўпјҒ
- [иҝ”еӣһйҰ–йЎө] [жү“еҚ°] [иҝ”еӣһдёҠйЎө]
 дә§е“ҒеҲҶзұ»
дә§е“ҒеҲҶзұ»
иҒ”зі»жҲ‘们
иҒ”зі»дәә:
дёӯиғҪйўҗжӯЈз”өиҜқ:
13391662574- 18910651921
- 010-89245863
дј зңҹ:
010-89245863йӮ®з®ұ:
sales@znez.cn

